
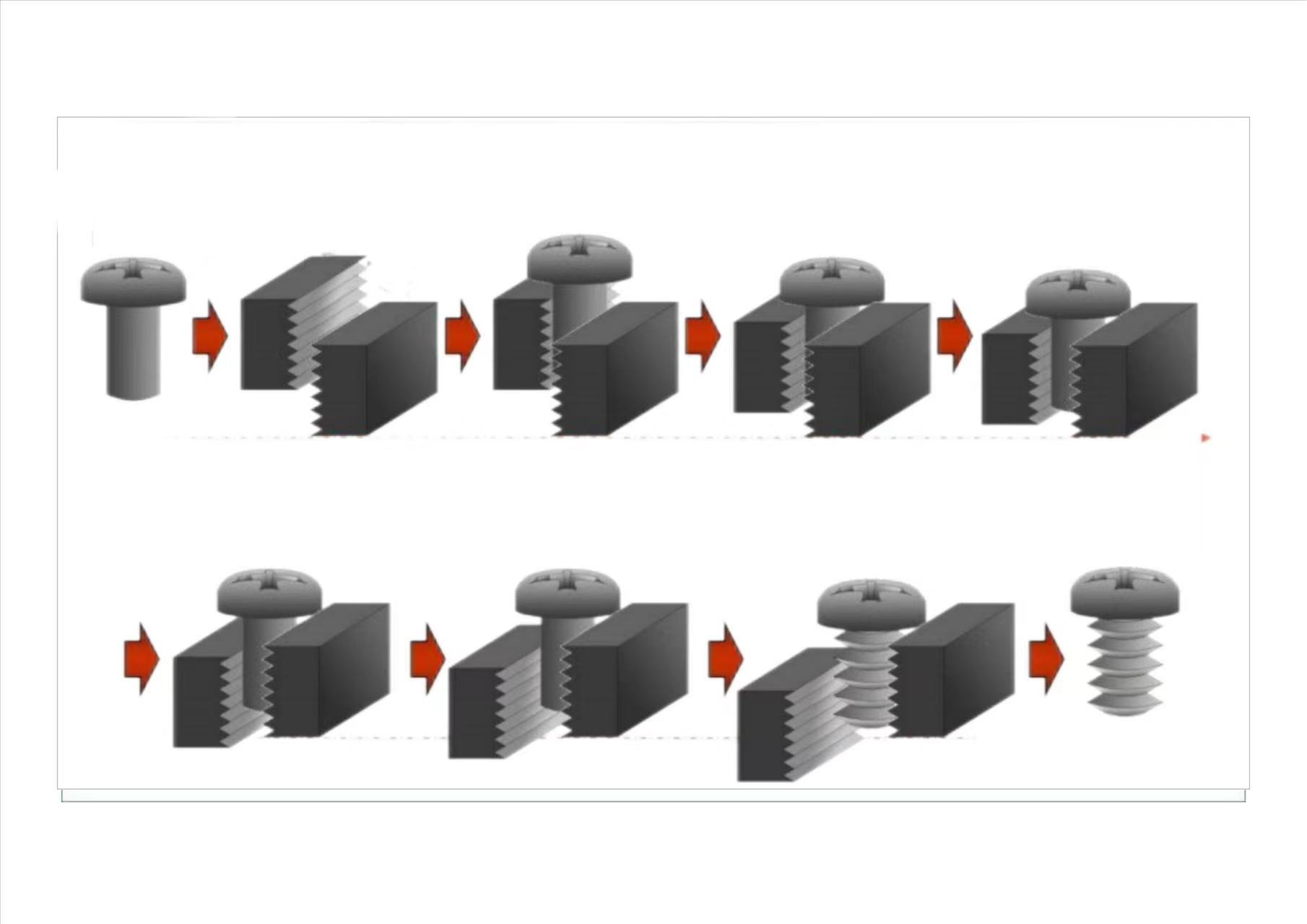
Кискен нокталар винталарга охшаган, ләкин винттагы җеп - үз-үзенә кагылу винталары өчен махсус җеп.Бер кисәк ясау өчен ике нечкә металл компонентны бергә бәйләү өчен кулланыла, һәм компонентларда алдан кечкенә тишекләр ясарга кирәк.Бу винтның каты булуы аркасында, ул турыдан-туры компонент тишегенә винтка ясалырга мөмкин, компонентта эчке җеп барлыкка килә.Бу төр бәйләнеш формалаштыру шулай ук чыгарыла торган тоташу.


Очкыч койрыклы винт өчен әзерләү процессының, яисә җитештерү процессының беренче өлеше - суыту процессы.Процесс - чимал җитештерүче сатып алган оригиналь ботинкалар.Индуктивлык кәтүгенең төп параметрлары: А, В бренды, С исеме, D спецификациясе, E материалы, мич саны яки F партиясе саны, саны яки авырлыгы.Углерод корыч кәтүкләренең төп химик составы: C, Mn, P, S, Si, Cu, Al, алардан Cu, Al эчтәлеге түбән булса, яхшырак.

Винт җитештерүнең икенче процессы - чыбык сызу процессы.Чыбык сызу процессының максаты - безгә кирәк булган чыбык диаметрына ирешү (мәсәлән, 3,5 мм га кадәр чыбык сызу).
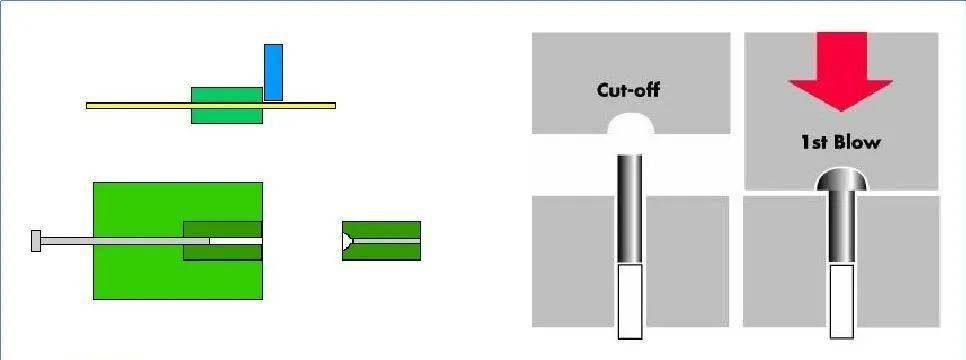


Өченче процесс - салкын баш (баш) процессы.Форманы формалаштыру өчен, үзара чыбык аша, башта чыбыкны кисегез, винт блокларына кереп, башны, кроссовканы (яки башка баш тибын) җепнең буш диаметры һәм таяк озынлыгы, баш астына түгәрәкләү һ.б.
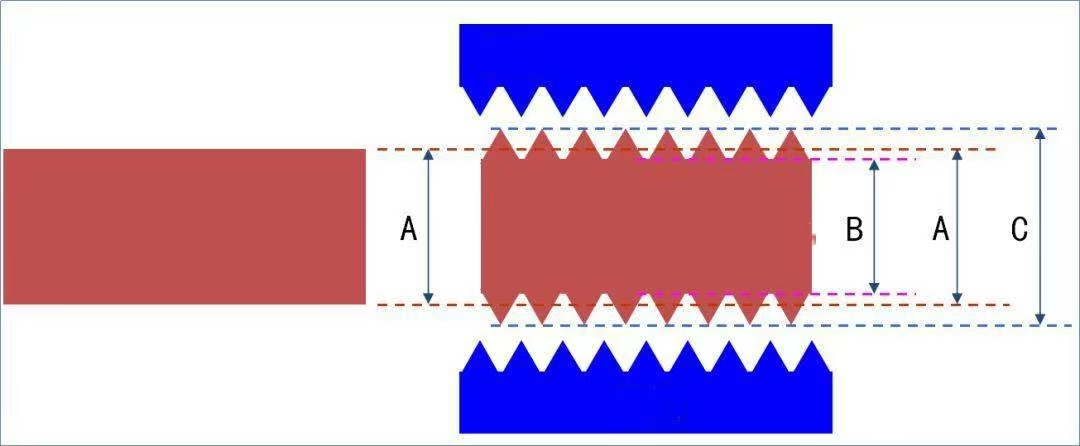

Threadепне әйләндерү процессы - җитештерүнең дүртенче процессы.Threadепләр салкын баш блокларыннан ясалганнар, һәм җеп үрнәге күчерелгән һәм тотрыклы теш тәлинкәләренең үзара тәэсире белән барлыкка килә.

5 atылылык белән эшкәртү процессы
01. Максат:
Higherгары катылык һәм көч алу өчен винтны салкын башлау процессында ясарга
02. Роль:
Металлның үз-үзенә кагылуына ирешү
Металл өлешләренең механик үзлекләрен яхшырту, мәсәлән, борылу, киеренкелек, киемгә каршы тору
03. Классификация:
A. Аннальинг: (700 ℃ x 4 сәгать): озын оешма - ортогональ полигонизация.
B. heatылылык белән эшкәртү (өслек катылыгын яхшырту өчен металл өлешләренә углерод өстәү, аз углеродлы металл материаллар өчен).
C. Температураны җылылык белән эшкәртү (металлга бернинди элементлар да кушылмый, металлның эчке структурасы яхшырак механик үзлекләр алу өчен температураның үзгәрүе белән үзгәртелә) Австралия базары өчен бездә нык ышаныч, тышкы сәүдә сатучылары, төрлелеге бар. продуктлар, завод буларак, продукт китерүне һәм сыйфатын катгый контрольдә тоту, тыныч коллектив һ.б., без Австралия базар чиплары өчен көндәшлек итәбез.
Соңгы процесс - өслекне эшкәртү процессы, шулай ук каплау дип атала.Пластинкадан соң, продукт өслеге кирәкле төс эффектын һәм анти-оксидлаштыру каплау эффектын күрсәтә ала.

XINRUIFENG Фастенерның төп продуктлары - үткен нокталар һәм бораулау нокталары.
Кискен ноктага коры винталар, такталар винталары, үз-үзенә кагылу винталары, csk башы, алты баш, трусс башы, табак башы, һәм баш кисәкле винталар керә.
Бораулау ноктасына винтовка винталары, csk башы үз-үзен бораулау винталары, алты башлы бораулау винталары, EPDM белән үз-үзеңне бораулау винталары белән алты баш;ПВХ;яисә резин юу, трусс башы үз-үзен бораулау винталары, табак башы үз-үзен бораулау винталары һәм үз-үзеңне бораулау винталары.
Искиткеч сыйфат, көндәшлек бәясе, вакытында китерү - безнең уңышның өч баганасы.Weәм без озак вакытлы партнерлык урнаштырырга һәм барлык клиентларыбыз белән җиңүгә ирешергә телибез.
Пост вакыты: 28-2023 июнь